18059012119
0591-83251213
2022-03-09
行星利明减速机和传动辊的装配是矫直机生产和装配的关键环节。那么行星利明减速机和传动滚筒的装配方法有什么缺点吗?
行星利明减速机与驱动辊轴的装配方法:
1.热装法:对于间隙较小的装配,通常可以采用热装法。行星利明减速机与传动辊轴之间有0.04mm的间隙,装配间隙变化不大。首先要考虑的是热装法。如果采用热装法,在高温和环境下容易密封减速机,造成严重损坏,降低其密封性能,影响其内部控制部件的性能和整体设计传动,因此热装法不适用。
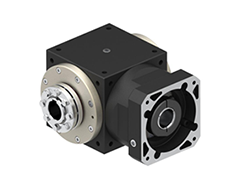
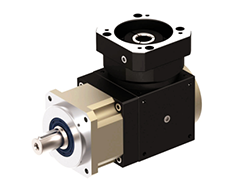
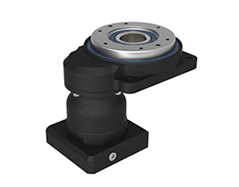
行星减速齿轮装置
2.攻丝法:行星利明减速机安装时,一般采用吊装法将减速机吊起,使减速机轴孔的双键槽与驱动辊轴的双键对准,不允许倾斜。用手动敲击的方法将减速机慢慢放入辊轴中。但减速机孔与驱动辊轴之间有双键连接,安装长度为300 mm,一般采用过渡配合,在吊装和敲击时容易造成减速机倾斜和卡死,给装配带来严重困难。
行星利明减速机总成敲击法的缺点:
1.敲击法会损伤减速机的表面,影响减速机的表面质量。在装配减速机的过程中,不均匀的冲击过程和减速机的倾斜给装配带来困难。
2.减速机的装配是后续工序,配套的驱动辊已经装配在下机架上。在敲击减速机总成的过程中,敲击会冲击校直机总成中的滑板,容易损坏滑板;
3.敲击法浪费时间。一台机器至少4个人同时工作需要4个多小时。还消耗了大量的人力和体力,给装配工作带来了一定的难度,大大降低了装配技术效率。
为了保证行星利明减速机的装配质量,必须配备固定的装配场所和平台,由专业的装配人员负责装配。

上一条: 解决利明减速机启动后低于额定转速问题
下一条: 使用利茗减速机的技巧